|
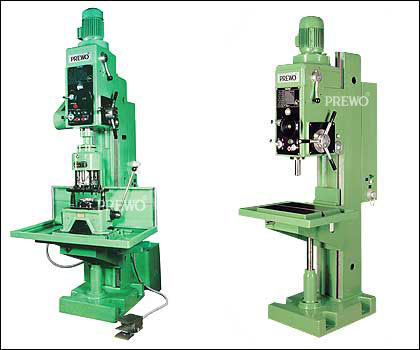
Column Drilling Machine
PREWO Column Drilling machines incorporate special features, which are essential for meeting present day production demands. These machines with their massive and rigid construction, ease of operation and control fulfill a definite need in the field of drilling. They have proved themselves over a number of years in the Indian industry. They are very useful for drilling work requiring special finish, large output and good tool life.
Features
•Machine tested for accuracy as per Indian Standard IS: 2367-1963.
•Auto mechanical feed.
•Adjustable depth stop.
•Special dual speed moto
The Column is robust rectangular and made of heavy-duty cast iron. It is mounted on a massive, well-ribbed base plate.
The Table is mounted on the column. It is provided with three T -slots and a wide deep surrounding channel for collecting coolant. The up and down motion is through worm gear and lead screw. Its position can be adjusted and locked securely at any point within its range of movement.
The Spindle is of heat-treated Chrome Nickel steel (EN 353), splined at the driving end. It is carried in a case hardened, ground and lapped quill. The spindle bearings are designed to take heavy thrusts and radial loads. The spindle nose has suitable Morse T
aper nose and is provided with extraction slot
Speed Change Gearbox
All critical gear and spline shafts are hardened and ground to a high degree of accuracy
Lubrication is provided through a pump in the spindle housing and will work in both directions. The stepped gear system and a dual speed motor provide eight spindle speeds. Different ranges of spindle speeds can be provided on request. Two conveniently accessible levers are provided to shift gears for speed selection.
Electrical Control
Control of speed range is shown in the front plate of the machine I, II (Clockwise and anti-clockwise direction of the spindle). Spindle motor is operated by Green and Red pushbuttons which are mounted on the front plate. Direction of the motor is controlled by a relay which is connected in series with pole-changing switch.
Coolant Equipment (Optional)
The amply dimensioned coolant tank stands separately on the floor. The coolant is fed by an electrical submersible pump through a special flexible pipe. The flow of coolant is controlled by regulating and shut-off valve. The height of feed pipe can be adjusted to bring the nozzle to the most effective area of work piece. The strained coolant on the
table is passed through telescopic pipe arrangement and returned to the tank. Additional sludge separators ensure adequate cleaning of the coolant. Facility to clean the tank is provided.
The Flange Quill is used for multi-spindle drill head unit.
Feed mechanism
To provide hands free feed operation, leaving the operator free for more productive work during the cutting stroke, the machine is supplied with three types of feed mechanisms.
1. Feed with Mechanical Clutch.
2. Feed with Electro Magnetic Clutch.
3. Feed with Hydraulic Feed unit.
Feed with mechanical clutch
It is activated by engaging "Auto feed engage lever" with the help of mechanical toothed
Clutches.
•Preferred for through holes.
•Quill retraction to home position by flat springs.
•Feed mechanism through feed gears.
•Emergency trip-off system to disengage the auto feed by slightest touch of the palm
•knob in front of the drill head
Feed with electro magnetic clutch
It is actuated via an electrically operated magnetic gear clutch by pressing the feed
ON/OFF push button.
•Eliminates manual lever engagement and provides hands free operation.
•Quill retraction to home position by flat springs.
•Feed mechanism through feed gears.
Feed with Hydraulic feed unit
It is done with the help of hydraulic feed unit with power pack, controls and fittings.
The hydraulic feed rack is engaged with pinion and it is actuated by the cylinder rod.
It transmits the motion to the pinion shaft and the quill will come down by feed with
respect to limit switch position.
•Rapid feed upto a set depth (setting required) and rapid return to home position after finishing drilling. Hence, cycle time will be minimised.
•Fine depth adjustment by adjusting the knurled knob with fine adjustment stud.
•Range of feed by regulating the flow control valve.
•Depth control can be achieved within ±0.15mm by means of mechanical stopper and it will take
•care of backlash also.
•Provision of Dwelling for spot facing and smooth finishing.
•Eliminates the counter
•weight arrangement for multi heads.
•Peck feed drilling with the help of PLC system for deep hole drilling
|